サンドブラストが錆落としに利用される理由
サンドブラスト(略:ブラスト)で依頼されることが多い「錆落とし」ですが、実は錆落とし自体は他の方法でも可能です。しかし、錆が少しでも残っていると、瞬く間に広がってしまい、製品の表面や内部を腐食させてしまいます。
だからこそ、ブラストの微粒子を使って錆落としをすべきなのです。岡垣興業㈱ではBPNという方法で錆落とし+防錆加工も行なっています。岡垣興業㈱の錆落としが、お客さまにとっていかに有効かを解説していきます。
岡垣興業株式会社のサンドブラストは錆落としだけではなく『防錆加工』もお手のもの!
弊社岡垣興業㈱のブラストは、錆落としはもちろん、錆の発生を抑止するための独自加工も施しております。
つまり、製品にもよりますが、弊社の錆落としは防錆加工もセットなのです。
一般的な錆落としは、錆そのものを削り落として、表面をきれいな状態にしてから防錆用の塗料などを塗ることがほとんど。しかし塗料には耐用年数があり、徐々に錆が発錆して再度錆落としをかけなくてはならなくなります。
製品の表面ごと削って落とす錆落としでは、加工を行なうごとに商品そのものの耐用年数を縮めてしまいます。本来の耐久性を失ってしまっては、錆落としの意味がありません。
弊社の防錆加工は、国から認められた技術認定証明「NETIS」を取得している加工方法です。従来の錆落としではなく、除錆し錆を抑制する弊社のブラスト加工+αこそ、これからのスタンダード錆落とし工法なのです!
錆落としを依頼する前に『錆落とし』の原理を理解しておこう
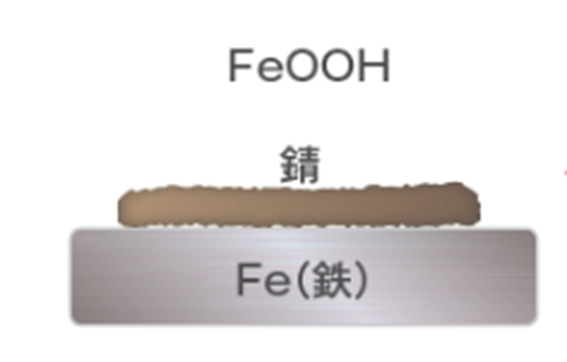
弊社岡垣興業㈱では、ブラストによる錆落としに加えて、独自技術での『防錆加工』も行なっています。 『錆』とは、腐食です。金属に発生する錆の原因は『空気中のイオン』にあります。金属の中でも錆による影響が大きいものが『鉄』です。鉄は空気や水分に触れて科学反応を起こすことで「イオン化」します。イオンが大気中や水の中で溶けて、残された部分に『腐食電流』として流れることで錆が進行するのです。
錆が発生する理由は『腐食』である
錆の原因である『腐食』には、様々な現象があります。
• 全面腐食 • 粒界腐食 • 孔食 • 隙間腐食 • 応力腐食割れ • 電位差腐食 • エロージョン・コロージョン • 酸化
これらの状態はそれぞれが独立して発生する場合もありますし、上記が複合されて発生する場合もあります。一般的に認識されている錆とは、鉄が全面腐食したことで発生した腐食生成物なのです。鉄錆には黄色や茶色、茶褐色や黒色などがあります。どうしてここまでさまざまな色が発生するのかというと、錆そのものの厚さや結晶の大きさが関係しているのです。
鉄以外にも錆は発生します。一般的に「錆びない金属」として有名なのが「ステンレス」です。ステンレスはたしかに錆びにくい金属ですが、錆は腐食生成物であるため、決して錆びない、ということはないのです。
ステンレスの表面に浮く茶色の斑点。これがステンレスの錆です。ステンレス以外にも鋼やアルミニウムにも同様の錆が付着します。その原因はステンレスなどが使われている外部環境に『塩分』が含まれているからです。錆びにくい金属には不動態被膜という薄い膜があります。錆が付着するのは、塩分がこの膜を破壊してしまうことが原因なのです。こうした錆びにくい金属への錆は「孔食」や「応力腐食割れ」という現象が複合されて発生したものがほとんどなのです。
錆落としの原理は「削る」or「剥がす」
錆落としは錆の状態や工法にもよりますが、基本的には錆が付着している製品の表面そのものを錆ごと「削る」方法と、製品表面から錆そのものを「剥がす」方法に分けられます。
一度錆が付着して製品表面を腐食させてしまうと、どんな薬剤を使っても元に戻すことは不可能です。腐食してしまった部分を切除することで「腐食の進行を食い止める」しかできないのです。
削りや剥がしを行なった後には、錆を落とした後の製品表面が残ります。その部分をカバーするように新しい金属を継ぎ足すか、他の素材を継ぎ足して再生させなくてはなりません。滑らかな表面が必要な製品であれば、錆が付着するたびに錆落としを行なわなくてはならないのです。
サンドブラストが『錆落とし』に最適な理由
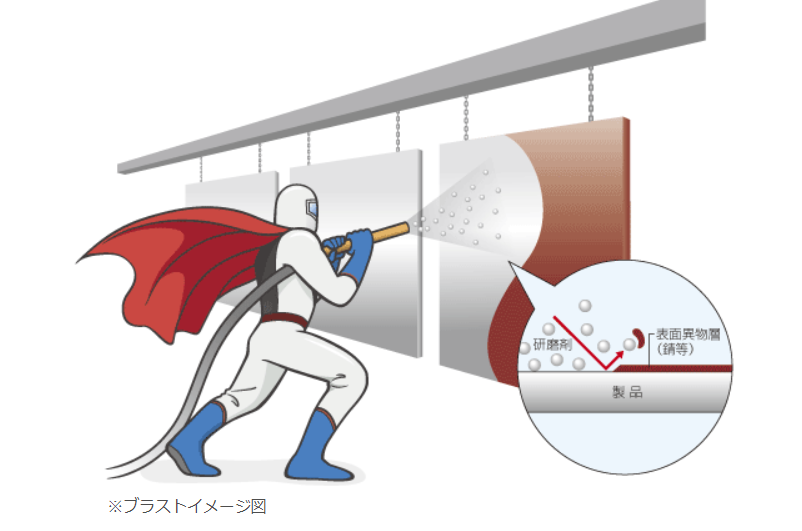
ブラストとは、砂のような「研磨材」を加工対象面に向けて噴射し、その衝撃によって加工を行なう工業技術です。このブラストこそ、デリケートな錆落としに最適なのです。
サンドブラストが錆落としに有効なのは『研磨材』が関係している
 ブラストが錆落としに有効的と言われているのには理由があります。その理由の1つに関係しているのが『研磨材』です。
ブラストが錆落としに有効的と言われているのには理由があります。その理由の1つに関係しているのが『研磨材』です。
ブラストに使われるブラスト機器は、ブラスト加工を行なう製品によっていろいろな機器を使い分けます。しかし、機器の使い分けだけでは、完璧な錆落としはできません。そこで重要になるのが直接的に製品表面に拭き付けられる「研磨材」です。読んで字のごとく、研磨するための材料で、ブラスト加工に必要不可欠なものです。
錆は空気中のイオンが表面の金属と科学反応を起こすことで発生します。錆を除去せずに放置しておくと腐食が起こり、金属そのものが腐ってボロボロになってしまうのです。もちろん錆落としは、錆が付着してから早いタイミングで行なうことが重要で。腐食が進んでしまった場合は、腐ってボロボロになっている部分を切除しなければ腐食の進行を防ぐことができません。
しかも完全に除去しなければ、防錆加工を施したとしても、加工塗料の内部から徐々に腐食が浸食してしまいます。だからこそ、ブラストの微粒子研磨材を使って、錆の結晶を製品の表面から浮かした状態で剥がし落とさなければならないのです。
錆落としに使われる研磨材とは?
錆落としに使われる研磨材は製品によって使い分けられます。錆を「剥がす」という目的であれば、製品表面の金属よりもやわらかい材質のものが使われることが多いです。
たとえば、ステンレスのような表面の輝度や滑らかな表面が求められる場合、ステンレスよりもやわらかい「非金属系研磨材」もしくは「金属・非金属以外の研磨材」が使われます。
非金属系投射材
鉄やステンレスといった金属分類以外の素材が非金属系研磨材です。基本的に切削性が必要な加工に使われることが多い素材ですが、研磨材の形状などによっては錆落としに使われる素材もあります。
代表的な素材としては「アルミナ系素材」があります。アルミナ系とは、アルミニウムの原料であり、さまざまな用途で使われることが多い素材です。
金属・非金属以外の投射材
金属や非金属以外の研磨材とは、樹脂や植物の種などを原料にした素材のことです。ナイロンやプラスチックビーズなど、やわらかい素材でありながら砕けたときの粒子が細かくなるのが特徴です。
植物の種ではクルミや桃の種、アンズの種を細かく砕いたものが研磨材として使われています。しかし、製品によっては傷が付く場合もあるため、使いどころが限定されていることも事実です。
防錆加工に使われている『型枠内面強化工法:ブロックプライマーN』が錆落としコストを低減させます!
錆落としでブラストを行なった後には、弊社独自の防錆加工を施すことが可能です。この加工方法は国が「優れた技術」として認められており、弊社自慢の防錆加工でもあります。
NETISに登録されている弊社独自の防錆工法『ブロックプライマーN』通称BPNの有効性
弊社が登録した『国が優秀な技術として認めた』防錆加工の名前は
型枠内面強化工法:ブロックプライマーN(通称BPN)
といいます。これまでの防錆塗料の常識を覆す特殊塗料BPNについて解説していきます。
NETISとは?
NETISとは『New Technology Information Systemr』の略称です。民間企業が開発した新技術情報を、共有及び提供するための データベースのことで、国土交通省で運営している認定証明になります。
有名なNETISでは、津波被害を軽減するための「消波根固めブロック:共和式基礎ブロック」や「トンネル補修補強工:アーチ・ドレン工法」などがあります。
ブロックプライマーN(BPN)で出来ること
BPNは防錆加工の常識を覆す弊社独自の工法です。BPNがもたらす効果は単なる防錆だけではありません。
• 孔食補修費の軽減 • ケレン作業時間の短縮と軽減 • 隙間防食の抑制 • 剥離剤、油等の耐性強化 • 環境基準をした地球に優しい工法であること
従来の簡易防錆塗装では、定期的なメンテナンスが必要でした。BPNではなるべく長期間に渡って防錆効果を発揮できるように、ブラスト加工で製品に付着した錆を完全に取り除いた状態での加工を行なっています。
腐食による孔食を止めるには、切除しかありません。切除した部分を補修するためのコストもバカにならないのです。そのほかにも、腐食が進行しやすい隙間部分や耐性強化は今までの防錆塗装では、コストや加工時間も必要以上にかかっていました。こうした防錆塗装のデメリットを補完したのが『ブロックプライマーN』なのです!
BPNのメカニズム
 BPNで重要なポイントは『犠牲防食作用』というメカニズムです。ブラストで表面をクリアにした製品にBPNを塗布することで、忍者がよく使う「身代わりの術」を施しています。
BPNで重要なポイントは『犠牲防食作用』というメカニズムです。ブラストで表面をクリアにした製品にBPNを塗布することで、忍者がよく使う「身代わりの術」を施しています。
BPNは『犠牲防食作用』がある塗料
『犠牲防食作用』とは、腐食を防ぐための技術で、錆が付着する原理を逆手にとっていることが特徴です。金属が錆びる原因は電子イオンです。その電子イオンが原因で錆が発生します。ということは、錆の発錆をイオンに勘違いさせれば、本体である製品表面に発錆を抑制できるということ。
BPNにはZn、亜鉛が多く含まれています。亜鉛は鉄に比べてイオン化する傾向が大きい意金属です。亜鉛を犠牲にして、本体である製品表面を錆から守ってくれるのがBPNの真髄です。
各種試験で証明された耐久性
BPNは多くの試験をクリアしています。BPNを塗布した製品に対して、さまざまなシチュエーションで負荷を与え耐久性をテストしました。
• ブロック施行時 • 生コン投入時 • バイブレータ作業
脱枠作業時に発生する摩擦や衝撃によってBPNコートが剥がれてしまい、ブロックに付着する場合もありますが、BPNは地球環境や生態系に影響を及ぼさない原材料のみで作られているため、心配はいりません。
実際に外部の環境分析機関において、省庁が定めた溶出試験にも合格しています。また、上記試験以外にも
• 乾燥 • 硬化 • 密着 • 剥離 • 暴露 • 曲げ • アルカリ • パテ剤試験
などの耐久テストも行なっております。 安全かつ地球環境にも優しい、そして肝心の製品だけではなく、維持コストも低減させる「ブロックプライマーN」。
弊社のブラスト加工とセットでご相談下さい。
岡垣興業株式会社のブラストは錆落としだけではなく防錆もOK!

上記の写真はBPN加工から6ヶ月後の写真です。左の写真がBPN未加工で右の写真がBPN加工を施しています。錆はたった6ヶ月でここまでの範囲を浸食します。ブラストだけでは、大事な製品を錆から守れません。
防錆加工、錆落としでお困りならば岡垣興業株式会社までご用命ください!